The backing is coated with grit and transfers stock removal forces onto the workpiece. The following backings are primarily used in the manufacture of coated abrasives:
- Paper
- Cotton cloth
- Polyester cloth
In addition, at Klingspor the following backings are used exclusively for individual products and/or for specific requirements/applications:
- Fibre (is used exclusively for fibre discs on portable angle grinders)
- Film (is used exclusively with abrasive disc FP 73 WK)
- GX-blended cloth (special cotton/polyester blend for flexible yet highly tear resistant belts)
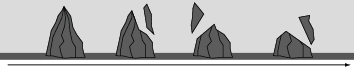
Paper backings are low-priced and mainly used for applications placing low requirements on strength (finish grinding). Paper is grouped into different categories ranging from A (very light) to H (very heavy) based on its mass per unit area.
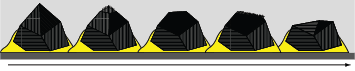
Cloth backings are notably more robust than paper backings and are, therefore, used more commonly in applications that require a higher level of tear resistance, e.g. stock removal grinding or profile sanding with abrasive belts. Klingspor, again, offers a comprehensive selection ranging from light, highly flexible cotton backings to heavy, highly tear-resistant polyester cloth, e.g. for stock removal grinding.
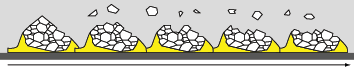
Fibre (vulcanised fibre) is a composite material composed of cotton and cellulose fibres which delivers a exceptionally homogeneous and stable backing.
Foil backings are made up of a thin polyester foil which makes for a remarkably plane and tear-resistant backing. They are used primarily with discs and belts used for the finish grinding of surfaces and, particularly, for grinding varnishes.












 Discs")
 wheels")

